新聞中心
聯系我們
手 機:19279864570
郵 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉賢區南橋鎮國順路936號5幢
樹脂砂輪的3種生產工藝,你知道嗎?
????????最初生產的多數是陶瓷砂輪,陶瓷結合劑砂輪的優點是其天然多孔和化學穩定性好,因而適用于干磨和濕磨,特別是使用水基和油基磨削液的條件下。但是,陶瓷砂輪的彈性較差,并且需要很高的燒結溫度,限制了它的發展。酚醛樹脂結合劑砂輪具有彈性好,對震蕩、沖擊、側壓的敏感性小的優點。其高穩定性使其能夠適應較高轉速和提高了磨削性能,因而特別適用于磨削砂輪和切割砂輪,它的良好彈性使其適用于超精確磨削和表面拋光。
????????酚醛樹脂結合劑砂輪的生產工藝主要有冷壓工藝、半熱壓工藝和熱壓工藝三種。
????????1.冷壓工藝:
????????冷壓工藝使用的結合劑有潤濕劑和粉狀樹脂,通常用作潤濕劑的有液體酚醛樹脂、糠醛、糠醇、甲酚等,用的最多的是液體酚醛樹脂。決定液體樹脂和粉狀樹脂使用比例(通常叫做液粉比)的因素有:
????????磨料粒度分布、填料類型、填料用量、液體樹脂的粘度、粉狀樹脂的性質等。如果液體樹脂的粘度越大,完全包覆磨料表面就需要更多的液體樹脂;磨料和填料的粒度越小,其比表面積就越大,液體的用量也就越多;粉狀樹脂的分子量越高、游離酚越低,其與液體樹脂的附著力就越差,需要的液體量就越多。以上幾種情況均需提高液粉比。一般用液體樹脂作潤濕劑,液粉比選用1:2—1:4,而用糠醛或糠醇與蒽油的混合物作潤濕劑,液粉比選用1:6—1:8。
????????混料機要經過工藝驗證,能夠達到理想的混合效果并且不損壞磨料為佳。加入細粉后的混料時間一般為2—5分鐘,過短不能夠保證混料均勻,過長樹脂膜易脫落,并且導致料溫升高,樹脂予固化。
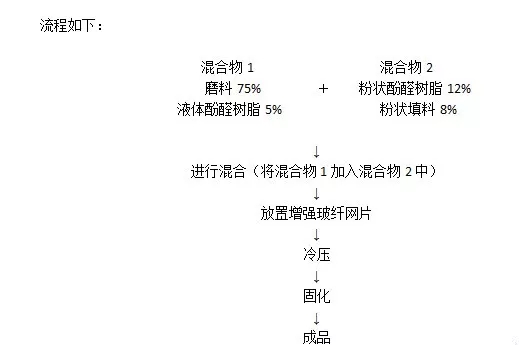
????????混料程序如下: ?
????????首先將磨料,通常是混合粒度,進行予混,再加入潤濕劑,均勻潤濕磨料后,再將已與其他粉狀填料予混好的粉狀樹脂加入,繼續混合至均勻。混好的磨料要有較好的可塑性和流動性,物料不能太濕,否則容易結塊,更不能有粉團,同時保證有好的流動性,以保證注模充分,一般采用過篩的辦法除去結塊。
????????判斷物料可塑性好壞的方法是:
????????抓一把混好的物料,用手輕輕一捏就會成團為佳。 一般將粉狀物料加入潤濕好的磨料中容易形成粉團,目前已逐漸被淘汰,現在用的較多的是雙鍋混料法,就是先將磨料與潤濕劑在一個混料機中混合,同時另外一個混料機中將粉狀樹脂和其他粉狀填料混勻,再將潤濕好的磨料倒入粉料中,混合均勻即可。雙鍋混料的優點是既可以不產生粉團,又能避免污染,易于清洗料鍋。 將混好的物料過篩后,即可以用于壓制了。
????????壓制程序如下: ?
????????將模具安裝好,稱量所要求量的磨料添入模具空腔,刮平后壓制。需要放置增強玻纖網片的按要求放入。然后在室溫下加壓,一般冷壓的壓力范圍為15—30N/mm2,最好是15—25 N/mm2。壓力大小的選擇取決于物料的可塑性和砂輪要求達到的密度。不宜使用過高的壓力,否則會將磨料壓碎。壓制時間一般為5—50秒,最好是5—30秒,時間長短取決于砂輪要求達到的密度和形狀以及物料的可塑性的好壞。然后就可以將砂輪取出進行下一步的操作——固化了。
????????固化程序如下: ?
????????固化操作可以置于固定的固化爐中進行,也可以在流動的隧道式固化窯中進行。用固化爐固化,砂輪的安放位置特別重要,一般將砂輪用鋼質或陶瓷質的圓盤固定,以保證砂輪在固化過程中不變形,均勻放置于爐內,爐內要有空氣循環以使各部位受熱均勻,然后啟動升溫程序進行固化;用隧道式固化窯固化,先將砂輪用鋼質或陶瓷質的圓盤固定,再放置到小車中,推入隧道內,按設定速度運行。一般初溫為60—80℃,終溫為160—190℃,整個固化過程需用時20—25小時,最后降溫至40—60℃,打開爐門,即可取出砂輪了。
????????在整個加熱過程中發生物理和化學變化,各個溫度階段主要發生以下反應: 80℃時樹脂開始熔融,有水份蒸出,固化反應開始; 110℃時六次分解并促使熔融的樹脂發生交聯,同時釋放出氨氣、水等氣體; 110—180℃樹脂進行交聯直至完全固化,大量的氨氣釋放。 高溫區時間過長會導致樹脂的過固化,在砂輪硬度升高的同時,導致砂輪的強度下降,一般根據砂輪的不同要求選擇不同固化曲線和固化終溫。 終溫為165—170℃,砂輪硬而韌性好;終溫為175—180℃,砂輪硬;終溫為185—190℃,砂輪硬而脆。
 ?
?????????2.半熱壓工藝:
????????半熱壓工藝的壓制溫度一般為50—65℃,其余工藝與冷壓工藝完全一致。在這一壓制溫度下液體樹脂的粘度變小,能夠很好的將粉狀樹脂融為一體,使整個樹脂體系的流動性提高,更容易充分穿透各個空間,即使壓機的壓力不太高,也能夠很好的成型,保壓時間也不需要太長,特別適用于連續作業的自動化壓制生產線。
????????3.熱壓工藝:
????????熱壓工藝一般用于制造較大密度的砂輪,普通砂輪的密度一般為 2.4—2.7g/cm3,最高2.9g/ cm3,而高密度砂輪的密度可達3.1—3.5g/ cm3,要達到這么高的密度,熱壓工藝是最合適的了。熱壓工藝的混料要求與冷壓工藝不同,一般采用干混法,或者用小于磨料重量的1%的糠醛做潤濕劑濕潤磨料,再與粉狀樹脂混合均勻。粉狀樹脂一般選用流動度小的,合適的范圍是15—20mm甚至更小,不能使用液體樹脂和流動度大的粉狀樹脂是因為熱壓時容易溢脂。
?????????壓制: ?
????????壓制溫度范圍為160—170℃,壓制時間為30—60秒/毫米砂輪厚度,例如壓制一個60mm厚的砂輪參考以下要求: 壓力:20—40N/mm2;壓制溫度:150—170℃;壓制時間:30—60分鐘。 在壓制過程中,予壓后4—8分鐘內要放氣一次或幾次。 固化: 熱壓后的砂輪已經具有相當的強度,但是要達到最佳的性能仍然要進行固化處理。固化溫度為160—180℃,固化時間8—12小時。





